平铇进刀与退刀 II
~入嵌式平铇进、退刀方法与注意事项
熟练无入嵌平铇进、退刀技法后,入嵌平铇进、退刀就容易上手。
台湾平铇工法分”入嵌式“和“无入嵌”两种工法,市面上常见的平铇工法以无入嵌工法居多。
本单元介绍无入嵌平铇进刀、退刀方法。

台湾传统木工平铇~无入嵌工法
无入嵌平铇
进刀
步骤1:
压铁与刀刃叠合,拇指与中指抓稳刀刃侧边,食指按住中间避免压铁脱落。注意!拿刀刃与压铁的手势&压铁叠合刀刃的位置。

步骤2:
压铁、刀刃放入膛口后,手掌稍微施力将压铁、刀刃卡紧。
步骤3:敲击刀头进刀(适中力道)。

步骤4:敲击压铁。

步骤3和步骤4反复敲击,循序渐进进刀。
刀刃应该进到什么位置?
刀刃出诱导面后,从三方向观看。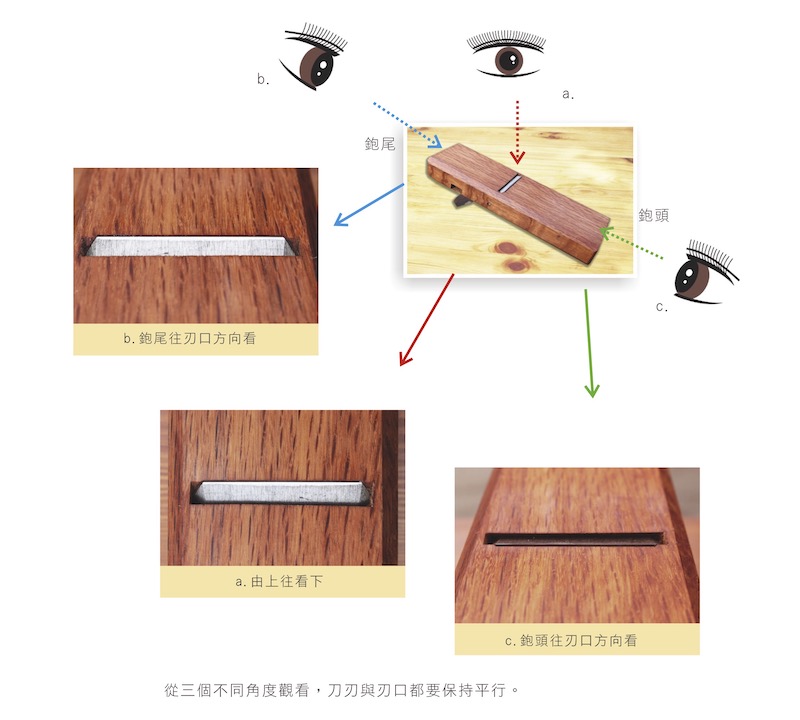
a.正上方由上往下看:刀锋与刀口成平行

b.由铇尾往刀口看:刀锋与刀口成平行

c,由铇头往刀口看:刀锋与刀口成平行

d.压铁要贴近刀锋
刀锋与刀口成平行,刨削刨花才会保持厚薄均匀。

刀刃出诱导面多少距离,才算标准?
每把铇刀条件不同,需视实际情况判断。刀刃出诱导面小,刨花比较薄;刀刃出诱导面多,刨花比较厚。

薄刨花,透光。

刨花厚,不透光。

刨花厚薄不均,是因为出诱导面的刀歪了。
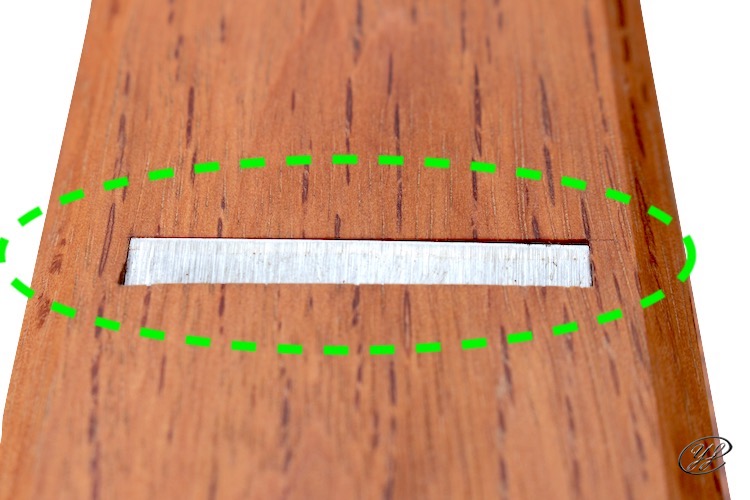
刀刃歪斜,会造成刨花一边厚一边薄。
万一出诱导面刀刃歪了怎么办?
将歪斜多出的那边刀侧轻轻“反敲”导正即可。例如:上图左侧比右侧刀角超出,敲击左边刀侧,导正刀片位置。

完成进刀动作,试刨看看!!
刨木影片
退刀
一个简单的退刀动作,看似简单,但敲错位置,则易造成铇台爆裂。


铇台从中间爆裂
退刀步骤
步骤1:
拇指扣住压铁刀刃(避免刀刃松动脱落)

步骤2:
铁锤敲击铇尾上端两侧

铁锤敲击铇尾两端

不要从中间重力敲击,减少铇台爆裂机率。

不可敲到铇尾下端,以免影响诱导平面。
*退刀要退到什么位置?
状况1.
全退:研磨刀刃时,刀刃与压铁退出铇台。

铁锤敲击铇尾上端两侧,听到空心声音时(请凭经验判断),拇指与中指抓稳刀刃侧边,食指按住中间避免压铁脱落。
状况2.
工作结束不使用铇刀时,将刀刃退缩铇台内。
退刀位置低于诱导面约2~3mm距离即可。
*注意!
刀刃退缩铇台内,刀锋一样与刀口保持平行。
退刀位置低于诱导面约2~3mm距离即可。
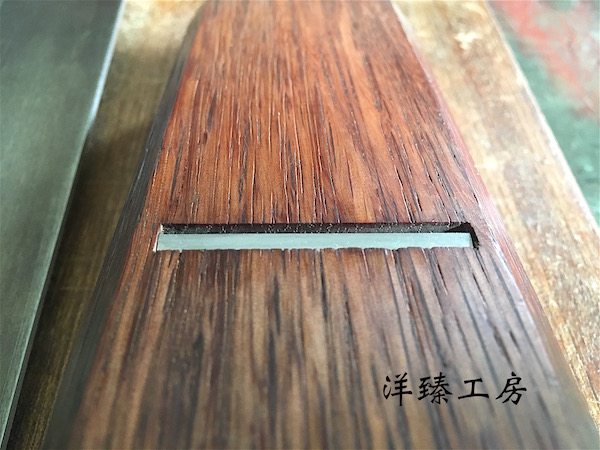
*为什么一定要退刀?
1.铇刀收纳不退刀容易伤到刀刃或自己拿取时不小心伤到自己。
2.压杆的压力紧迫刀刃压铁,时间久会撑爆铇底。
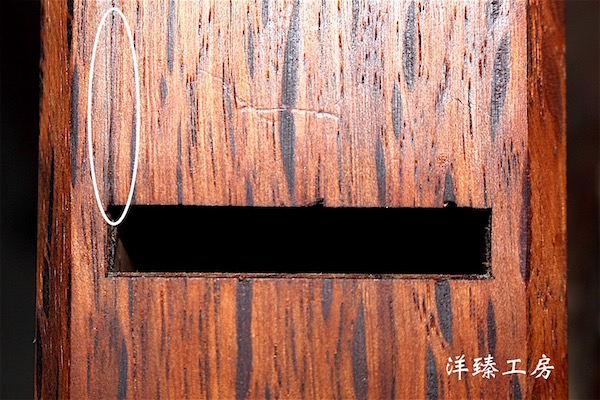
上图 因刀刃长期没有退刀,铇底最薄的部位被撑爆。
铇台被撑爆该如何处里?
请持续关注洋臻工房,将陆续说明铇刀保养维护技法。
或翻阅⟪自己动手做平铇⟫第六单元铇刀整修密技,有详细解说。