整平誘導面的輔助工具 立鉋/台直鉋
早期木工匠師工具箱中必備的鉋刀~立鉋。
製作鉋刀的木材雖然經過多年陰乾,但木質本身吸濕與脫濕特性,即使製作成成品,還是會因空氣中水氣改變鉋台的穩定性。
為回復鉋刀的順暢性,必須整平鉋刀誘導面,使用”立鉋”整平鉋的誘導面是方法之一。

“立鉋”是由日本引入台灣的鉋款式。
刀刃接近九十度嵌入鉋台內,就像刀片直立狀,因而稱為立鉋。
又稱台直鉋,是日本”台直し鉋“,去除”し“之後的漢字。
日本台直し鉋,意為整平鉋台(誘導面)的鉋。
製鉋師傅稱為:徛剾仔/khiā khau-á(閩南語,和華語”立鉋“一樣意指刀片站立的鉋。)
木製的鉋台因木材的吸濕與脫濕特性,即使製作成成品,還是會因空氣中水氣改變鉋台的穩定性。所以每隔一段時間必須整平鉋底的誘導面,使之回復誘導面的平整面。
早期木工師傅通常將即將退役的鉋刀,其已磨到變短的刀片製作立鉋,一方面物資再利用,另方面短刀片比較好握拿。
立鉋/台直鉋
品名:立鉋(Lì bào)/台直鉋(Tái zhí bào)
功能:刨硬木、逆紋,整平鉋刀誘導面。
刀刃規格:1寸4分~2寸4分(42mm~70mm)/單刀刃
鉋台長度:5寸~5寸5分(150mm~165mm)
膛口工法:平口、斜口
刀刃切削角度:93°~100°
※立鉋採”刮“平的效用,通常被介紹作為整平鉋刀誘導面用,在處理木表面光滑效果也非常優,可以取代高角度鉋。

鉋背膛口 左:平口 右:斜口

鉋底刃口 左:平口 右:斜口
一般平鉋膛口通常製作平口工法,在此特別介紹立鉋斜口工法。
平口立鉋和斜口立鉋,使用上有差別嗎?
這問題請教製鉋老師傅,師傅這樣回答:平口和斜口立鉋,使用上沒差異,製作工法也沒什麼難易差別。
製作斜口立鉋的工法,起因是...
以前(手工木作)年代,木工師傅使用的平鉋刀刃尺寸以2寸4分(70mm)、2寸2分(65mm)居多,刀刃寬可節省工時。當時退役的刀刃以2寸4分(70mm)、2寸2分(65mm)為多數。
在物資拮据年代,木料的使用必須錙銖計較,上好的木料通常用在合鉋、長鉋、中鉋這類平鉋。立鉋用料短,通常挑選剩料。有時剩料寬度不一定適合製作2寸4分(70mm)、2寸2分(65mm)刀寬的立鉋,這時將膛口製成斜向,以刀配合木寬。
另一個原因:
2寸4分(70mm)、2寸2分(65mm)刀寬的鉋台單手握拿較費力,減少1~2分(3~6mm)鉋台寬度,手掌好握較容易操作。
後來,有人覺得斜向膛口造型好看,即使小規格立鉋,也特意製作成斜口。
立鉋的刀刃切削角究竟是多少?
立鉋乍看好像成九十度角矗立在鉋台上,仔細看...台灣的立鉋並非九十度直角。
早期有些學者看立鉋的角度,以為是九十度角,在撰寫木工工具介紹時解說為九十度角。
台灣立鉋的傳統做法,如下圖示,明確顯示非九十度角。
(詳細尺寸說明在⟪臺灣傳統木作手工具鉋之平鉋規格圖繪⟫的立鉋單元)
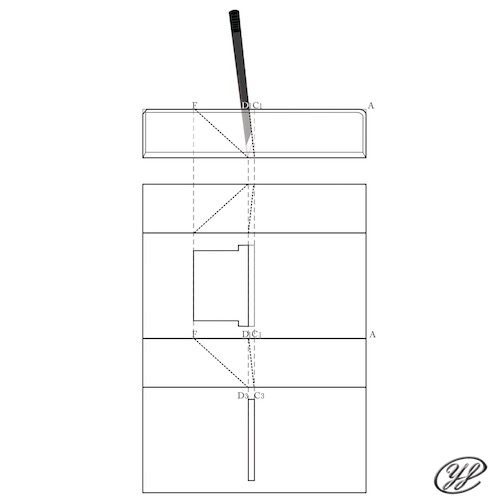

使用角度量規測量,測出角度約93º±。(刀刃厚度是刀刃切削角的變數)
研究日本鉋刀資料,日本的立鉋角度顯示為100º角。
於是發揮實驗精神,請師傅製作不同角度的立鉋。

圖中三把立鉋,是請製鉋師傅特別製作不同角度的立鉋。
前: 依傳統工法製作,測量刀刃切削角度約93º角。
中:請師傅讓角度加強傾斜,測量刀刃切削角度約95º角。
後:小編指定刀刃切削約100º角。
※因為刀刃厚度是變因,所以測量角度數據不會完全按數字顯示,所以用“約”這個字眼,代表±值。
如果要問哪個角度的立鉋比較好用?
這項實驗是以女生手勁的木工手操作,依個人體驗結果是100º角的立鉋較為省力。
不過,過一段時間操作技法熟練後,三種角度操作手感差不多,都能隨心駕馭。
結論:工具的存在,是輔助木工工法操作,當技術熟練後,能隨操作者雙手自由應用。
其他國家有立鉋嗎?
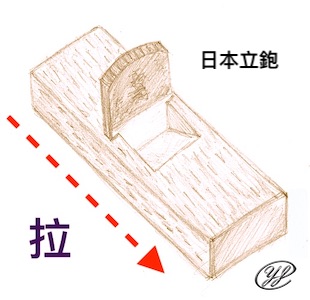
日本鉋:立鉋(Tachigan’na)/台直し鉋(Dainaoshigan’na)
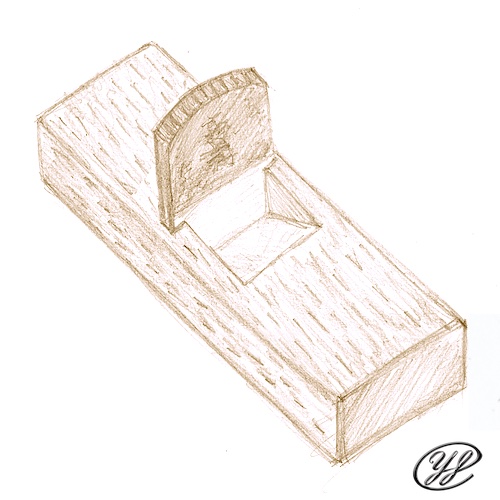
台灣立鉋是仿日本立鉋工法,但是仔細比對,台灣和日本立鉋膛口位置不一樣。
視覺上,日本立鉋膛口前段比較長;台灣立鉋膛口後段比較長。
原因:使用習慣不同,日本採拉式操作,台灣用推式操作,故膛口位置小有差異。

臻闆娘說:
看起來很像立著墓碑,不知有沒有人和臻闆娘同感?