平鉋如何進刀與退刀 I
~無入嵌平鉋進、退刀方法與注意事項
駕馭木鉋首要技法~學習平鉋進刀與退刀技巧
跟著洋臻工房一起探討,掌握平鉋進刀與退刀技法,輕鬆操控手中的木鉋。
跟著洋臻工房一起探討,掌握平鉋進刀與退刀技法,輕鬆操控手中的木鉋。
台灣平鉋工法分”入嵌式“和“無入嵌”兩種工法,市面上常見的平鉋工法以無入嵌工法居多。
本單元介紹無入嵌平鉋進刀、退刀方法。

臺灣傳統木工平鉋~無入嵌工法
無入嵌平鉋進刀
步驟1:
壓鐵與刀刃疊合,拇指與中指抓穩刀刃側邊,食指按住中間避免壓鐵脫落。注意手指抓取刀和與壓鐵的手勢和壓鐵疊合刀刃的位置。

步驟2:
壓鐵、刀刃放入膛口後,手掌稍微施力將壓鐵、刀刃卡緊。
步驟3:
敲擊刀頭進刀(適中力道)。

步驟4:
敲擊壓鐵。

刀刃應該進到什麼位置?
刀刃出誘導面後,從三方向觀看。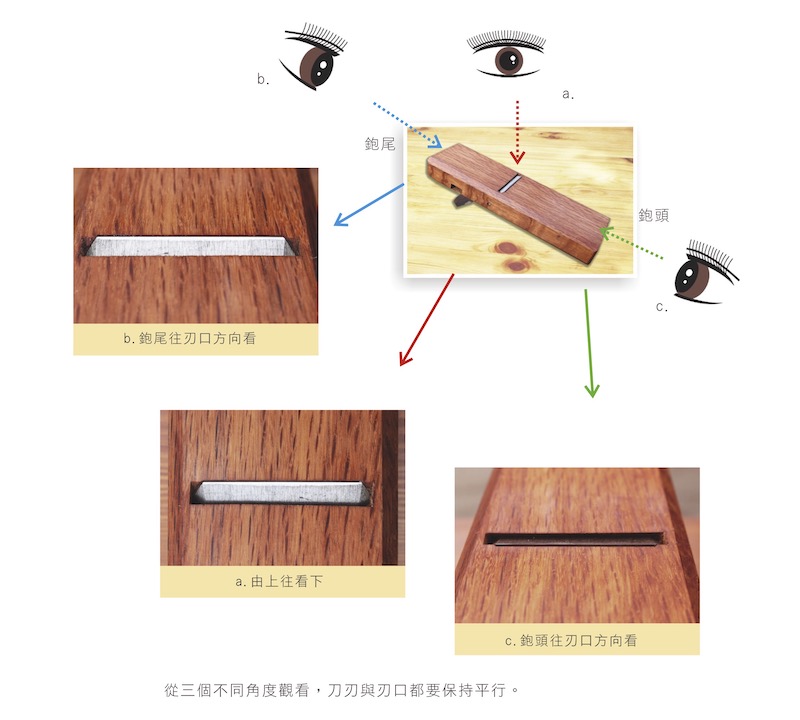
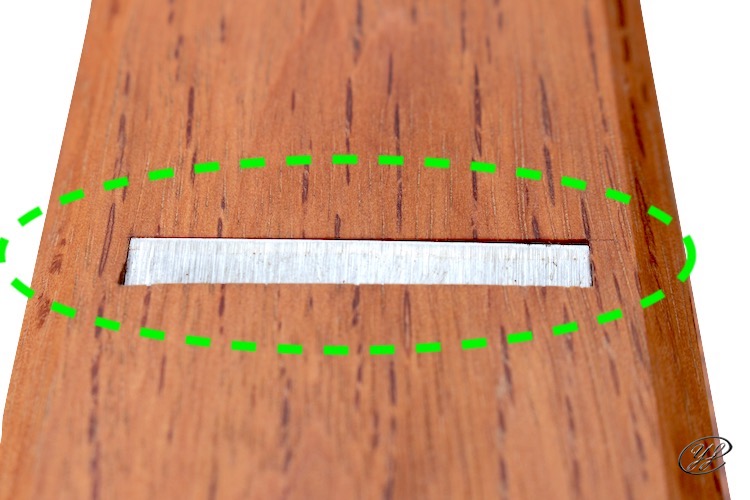
a.正上方由上往下看:刀鋒與刀口成平行

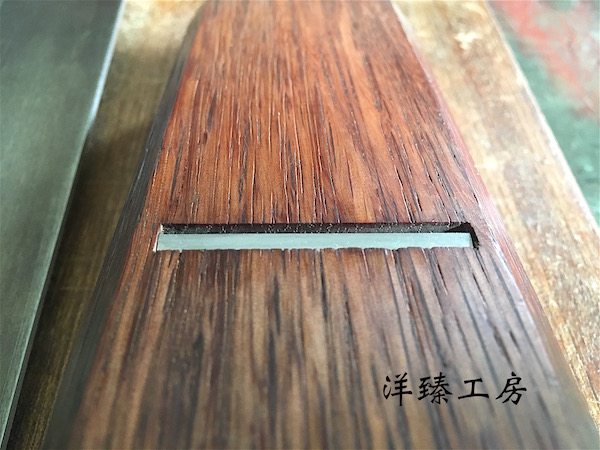
b.由鉋尾往刀口看:刀鋒與刀口成平行

c.由鉋頭往刀口看:刀鋒與刀口成平行

d.壓鐵貼近刀鋒
刀鋒與刀口保持平行,刨削刨花才會厚薄均勻。

刀刃出誘導面距離多少,才算標準?
每把鉋刀條件不同,需視實際情況判斷。刀刃出誘導面小,刨花比較薄;刀刃出誘導面多,刨花比較厚。
刨花薄,透光。

刨花厚,不透光。

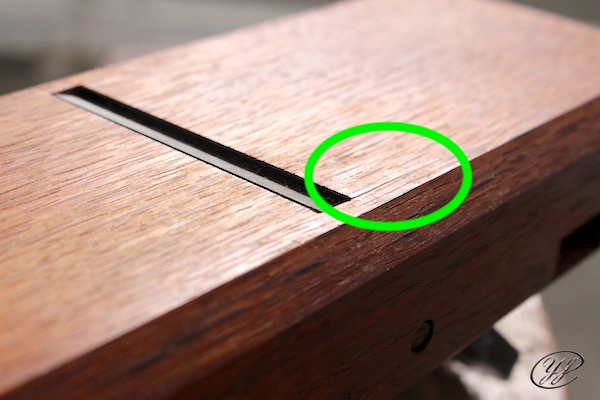
刨花厚薄不均

刨花厚薄不均,是因為出誘導面的刀歪了。
刀刃出誘導面歪斜,會造成刨花一邊厚一邊薄。
出誘導面刀刃歪了該如何處理?
將歪斜多出的那邊刀側輕輕“反敲”導正即可。例如:上圖左側比右側刀角超出,敲擊左邊刀側,導正刀片於正中間。

以上步驟勤加練習,熟能生巧,自能得心應手。
完成進刀動作後,試刨看看!!
刨木影片
無入嵌平鉋退刀
退刀動作看似簡單,但不當敲擊,則易造成鉋台爆裂。
鉋台從中間爆裂的原因有多種,避開雷區敲擊,可減少爆台機率。


無入嵌平鉋退刀
步驟1:
拇指扣住壓鐵刀刃(避免刀刃鬆動脫落)

步驟2:
鐵鎚敲擊鉋尾上端兩側


不要從中間重力敲擊,減少鉋台爆裂機率。
.jpg)
不可敲到鉋尾下端,以免影響誘導平面變形。
*刀要退到什麼位置才適當?
狀況1.
全退:研磨刀刃時,刀刃與壓鐵完全退出鉋台。

鐵鎚敲擊鉋尾上端兩側,聽到空心聲音時(請憑經驗判斷),拇指與中指抓穩刀刃側邊,食指按住中間(避免壓鐵脫落),取出刀片和壓鐵。
狀況2.
工作結束不使用鉋刀時,將刀刃退縮鉋台內。
退刀位置低於誘導面約2~3mm距離。
*注意!刀刃退縮鉋台內,刀鋒一樣與刀口保持平行。
*為什麼一定要退刀?
1.鉋刀收納不退刀容易傷到刀刃或自己拿取時不小心傷到自己。
2.壓桿的壓力緊迫刀刃壓鐵,時間久會撐爆鉋底。
上圖 因刀刃長期沒有退刀,鉋底最薄的部位被撐爆,師傅稱為“漲底”。
鉋台被撐爆該如何處裡?
請持續關注洋臻工房,將陸續說明鉋刀保養維護技法。
或翻閱⟪自己動手做平鉋⟫第六單元鉋刀整修密技,有詳細解說。